


Engineering Solution - This post is brought to you by Humphrey Products.
Humphrey Products custom valve reduces costs and improved preformance of beverage dispensing Equipment.
Customer Requirements
- Design a valve that would eliminate clogging when dispensing syrups with suspended solids.
- Valve seals and external body must meet FDA regulations.
- Entire valve must be easily removed for cleaning and submersion into hot water.
- Reduce the number of components on the dispensing machine.
- Improve machine uptime by reducing failure rate (clogging).
- New design had to meet customer's existing mounting methods.
The Humphrey Engineered Solution
- Created a 2-way single valve to dispense all types of syrups.
- Solenoid operated valve provided precise metering of liquid syrups.
- Air piloted valve provided precise metering of syrups with suspended solids.
- Reliable Humphrey 310 Series Diaphragm Poppet design was life-tested to ten million cycles.
- New valve eliminated the downstream mixing valve.
- FDA approved materials were used as required.
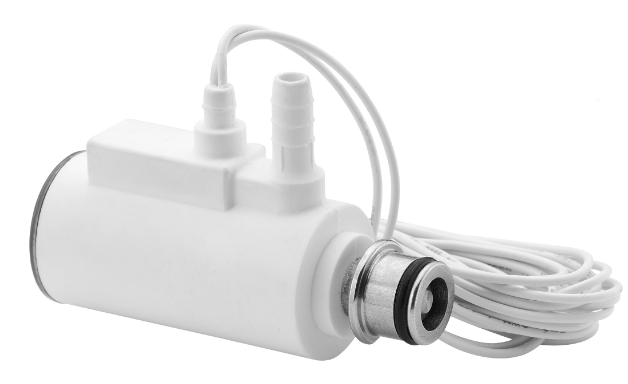
- Totally sealed coil/valve assembly ensures functionality even after being submerged in hot soap water.
- Mounting connector designed for 1/4-turn installation/removal.
- AC and DC models were created drawing 4.5 watts.
The Solution and Process
Utilizing the Engineered Solutions approach, a Humphrey engineer worked directly with the customer's engineering department. The team identified an opportunity to reduce costs and improve the milkshake flavor dispensing system by utilizing a reliable Humphrey 310 Series Diaphragm Poppet design for each of the four syrup valves, eliminating the final mixing valve.
The new valve design had a 0.125-inch orifice and a flow rate of up to 140 l/m at 50 psig. This would ensure reliable functioning when operating at the customer-specified 0-15 psig pressure. The valve utilized FDA approved seals and overmold materials, and a totally sealed coil to meet requirements for dailiy cleaning. The air piloted version provided sufficient force to handle syrups with suspended solids without clogging.
The Humphrey Engineered Solutions process began with a Humphrey engineer working together with the customer's engineering department to find a way to improve the functionality of the existing system-- in this case, reduce valve clogging when dispensing media with suspended solids and reduce costs.
The first step was to utilize a Humphrey 310 Series Diaphragm Poppet valve design to reliably transfer both types of media. Working from this point, the Engineered Solutions team identified an opportunity to offer two different types of actuation to better match the different media requirements. This allowed the customer to eliminate the downstream mixing valve, reducing costs.
Once the basic design was agreed upon, Humphrey met the customer's addition requirements for FDA approved materials, a 1/4-turn quick release mounting system and a totally sealed coil and body that could withstand daily submersion into hot, soapy water for cleaning. The entire valve was life tested -- under water -- with liquid media going through it up to ten million cycles without failure.

