
This post is brought to you by OptoForce.


Apr 20, 2017 9:00:00 AM
This post is brought to you by OptoForce.
Topics: solutions, automation, sensor, Universal Robots, OptoForce, center point
Mar 16, 2017 9:00:00 AM

Summary:
Topics: solutions, PLC, HMI, energy plant, Unitronics
Dec 28, 2016 9:00:00 AM

This post is brought to you by Unitronics.
Summary:
Coating Systems International manufactures equipment to apply pill coats to pharmaceutical tablets. They needed a flexible control platform with good user ergonomics for a line of coating machines with a payload of up to 500 liters. Coating Systems selected the UniStream all-in-one PLC+HMI from Unitronics, which offered flexible, modular I/O and clear, precise graphics.
Topics: solutions, PLC, medical, HMI, Unitronics, pharmaceuticals
Dec 13, 2016 9:00:00 AM
This post is brought to you by Bimba.
Topics: bimba, solutions, Pneumadyne, valve
Dec 8, 2016 9:00:00 AM

This post is brought to you by Bimba.
Nov 10, 2016 9:00:00 AM

This post is brought to you by Unitronics.
Summary:
Coating Systems International manufactures equipment to apply pill coats to pharmaceutical tablets. They needed a flexible control platform with good user ergonomics for a line of coating machines with a payload of up to 500 liters. Coating Systems selected the UniStream all-in-one PLC+HMI from Unitronics, which offered flexible, modular I/O and clear, precise graphics.
Topics: solutions, PLC, HMI, Unitronics
Nov 8, 2016 9:00:00 AM

This post is brought to you by Bimba.
Challenge:
A customer desired an all-composite cylinder for their semiconductor application that could withstand the harsh environment of hydrochloric acid fumes used for surface cleaning. This required both the cylinder rod and body to be made of, or coated in, plastic.
Topics: bimba, solutions, bimba solutions, composite cylinder, harsh fumes
Oct 5, 2015 11:55:48 AM
This post is brought to you by Bimba.
Jul 27, 2015 8:53:07 AM
This post is brought to you by Bimba.
Challenge:
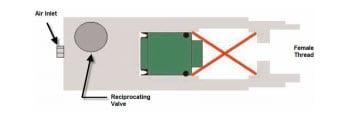
A customer was looking for a way to dispense bulk food product onto a conveyor. The current application the customer was using to accomplish this process was getting jammed up, and causing long delays to get the product flowing again.
Topics: bimba, solutions, impact actuator, cylinder
May 7, 2015 11:49:41 AM

This post is brought to you by Bimba.
Challenge:
An OEM required rotary motion to open and close a hopper door. The existing vane style rotary actuators used in the application were inadequate for a number of reasons. Vane rotary actuators often leak significantly, have short seal life that requires frequent preventative maintenance, and have a reduced torque output at the beginning of its rotation.
Topics: bimba, solutions, rotary actuator, Vane-Buster

350 Snyder Ave. PO Box 611
Berkeley Heights, NJ 07922
(908) 464-4800
(908) 464-7747 Fax
![]()
![]()
![]()
![]()