%202.png?width=323&height=215&name=PH_VA_VR_Series_Technical_Support%20(1)%202.png)

Brought to you by IAI's Application Examples of Productivity Imporovement.
Production Amount per Day:
Production Amount per Day:
560 ⇒ 940 pieces: ⇒ Productivity Improvement of 68%
Equipment Overview
An Application for applying an adhesive to the cover of the lamp lights and an indicator light in the manufacturing of electronic components.
X-Axis: RCP2-SA7C
Y-axis: RCP2-SA7C
Z axis: ISB-MXL
Dispensing of the adhesive: RCP2-RA10C
Problems of the Air Cylinder Used
- They were dispensing the adhesive by using the air cylinder. The dispensing rate was changed because the air pressure was unstable and the adhesive was interrupted or lumped.
- The viscosity of the adhesive changes under the conditions such as temperature, so that it took time to adjust the dispensing pressure.
- Defective parts were made when the adhesive that attached to the work parts formed adhesive strings that weren't cut off after dispensing.
Benefits of the Electric Actuator
- The 45 second cycle time has been reduced to the 30 seconds because the amount of adhesive dispensed always stayed stable.
- This enabled the supply of adhesive to be stable all day after trial testing each morning.
- The failure rate due to adhesive dispensing reduced to almost zero from about 10 pieces a day since they set movement to cut clean the dispensed adhesive. This movement was of the electric actuator in the vertical direction and the slide table.
CT Effects - Reduction in Cycle Time/Choco Tei
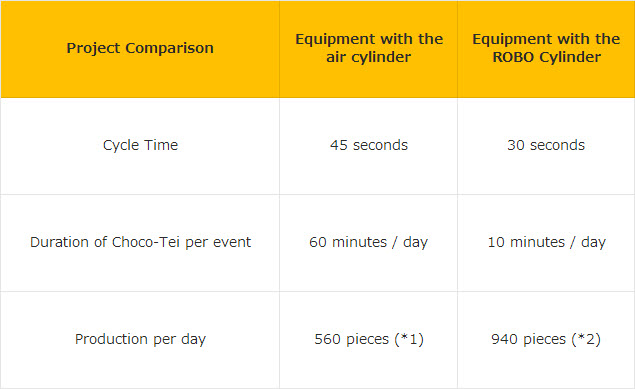
(*1) When the air cylinder was used: (8 hours - 1 hour Choco- Tei) / 45 seconds = 560 pieces per day
(*2) When the ROBO Cylinder was used: (8 hours - 10 minutes) / 30 seconds = 940 pieces per day.

Click here to learn more about IAI.


